上海大项科技有限公司 涂胶机|精密点胶阀|计量缸|螺杆阀
15000557106

2024-09-25 01:01:57
我们生活中都到市场去买产品,在购买时会考虑产品的功能、生产效率、质量等,如ab点胶机,这种机械设备常电子行业灌封、LED行业灌封、新能源行业等,而用户在购买ab点胶机需要考虑一些要素,接下来看看相关内容。制造业发展与市场需求相关,行业内选择ab点胶机的标准各不相同,一些购买是为了价格,另一些是为了功能。购买高速点胶机应根据实际操作需要来选择。视觉称重高速ab点胶机用于小型产品灌装包装作业时,选择精密点胶设备作为作业附件。例如,芯片键合和封装对点胶机的要求更高。除了高精度点胶满足产线的工作效率外,在精密生产工作中使用计量高速涂胶机。计量的粘合剂分配允许在粘合剂表面上均匀地涂上粘合剂,以实现高效和实用的包装。计量高速点胶机的优势,让高精度点胶作业高效实用。双组份胶机能够节省人力成本投入,提高生产效率。上海全自动双组份灌胶机厂家
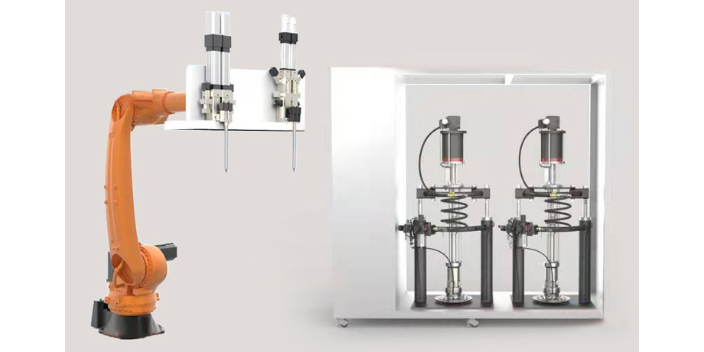
我国工业化的发展,全自动点胶机的应用也在逐步增长,它的点胶效果准确稳定而被众多厂家采购,对生产加工提高了效率。全自动点胶机是为流体分配应用而诞生的,理论上,很多的液体应用和涂层操作都可以由自动应用机器完成。其实很多人对全自动点胶机的安全性知之甚少,但其实安全稳定才是做好点胶业务的前提,接下来看看全自动点胶机如何正确使用,需要注意中哪些问题。全自动点胶机可以涂抹多种流体涂料。操作点胶设备时应注意安全问题,以免点胶工作出现问题,不至于拖慢点胶进度,造成损失。上海全自动台式双组份胶机厂商双组份胶机供胶系统采用供胶泵及搅拌罐供胶供给计量系统及出胶阀等系统。

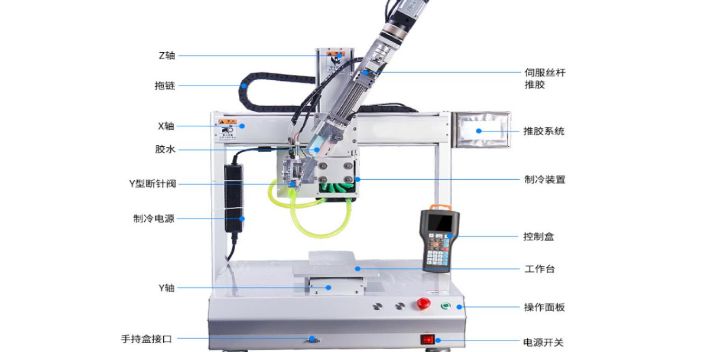
调节ab点胶机的出胶量:使用ab点胶机时很麻烦的问题就是出胶量的大小,点胶产品的质量与胶量的调整直接相关,出胶量控制的实际效果不仅与基本参数有关,还与ab点胶机的维护保养有着密切的关系。以下是调整ab点胶机出胶量效果不佳的原因:1、气管内气压不足,调节出胶量实际效果不明显。2、存在漏胶、胶量太少的问题。3、点胶针头二次使用会导致点胶针头堵塞。ab点胶机的标准气压应调整在合理的范围内,不得出现超压或少压的情况。如果气压不在规定范围内,可能会出现喷胶失败的情况。ab点胶机点胶时出现滴胶的主要原因是胶液浓度不够,点胶时胶液沿针管滴落。提高真空抽吸能力,利用分配阀内的一些压力来对抗外部大气,关闭分配阀并调节分配的粘合剂量,更好地控制粘合剂输出量。ab点胶机的标准气压应调整在合理的范围内,不得出现超压或少压的情况。如果气压不在规定范围内,可能会出现喷胶失败的情况。ab点胶机点胶时出现滴胶的主要原因是胶液浓度不够,点胶时胶液沿针管滴落。提高真空抽吸能力,利用分配阀内的一些压力来对抗外部大气,关闭分配阀并调节分配的粘合剂量,更好地控制粘合剂输出量。
自动点胶机造商经常会遇到这种情况。不同的厂家在应用同一种设备时效果完全不同,有些客户的工厂从应用同一种设备开始就基本不需要提供售后服务。经过一定时间后,工厂需要进行售后维修服务。这主要是由于机器应用和维护的标准不同,以及各个制造商的生产车间管理制度不同,导致了这种情况。如何让全自动点胶机保持良好的充填状态,是所有设备制造商都关心的问题。各大点胶厂家将积极提高全自动点胶机应用的专项技能,使全自动点胶机充分发挥必要的经济效益,公司将有更高的利润率。接下来看看全自动点胶机的点胶质量要点,都有哪些因素。首先是胶水和相对胶水出口的选择不同,这方面还是了解一些相关知识。速溶胶:水溶性速溶胶使用安全活塞和内衬铁氟龙的金属针,锥形斜针作为萃取快速胶体溶液。UV胶:使用棕色针管、乳白色活塞和斜针(可以阻挡紫外线)。如果您使用其他针管,请定制紫外线屏蔽针。UV干固胶:使用黑色不完全透明针管,防止光源照射。厌氧胶:使用10cc注射器和乳白色聚乙烯通用活塞。密封剂/粘性流体:如果乳白色活塞的排斥力较大,请使用可移动/倾斜针头以确保安全。双组份灌胶机还采用了料筒加热、搅拌、抽真空功能,有效的解决了灌胶过程中出现的拉丝气泡现象。
台式热熔胶高速ab点胶机小型家具和类似工艺品的高速生产需要大量的胶水,用普通的高速点胶机很难完成这种特别的点胶操作,可选择高流量点胶阀,高速点胶机就是为了满足这部分专业生产操作的需要而设计的,这些是根据生产操作的需要制定的,用户可以根据这些特点选择合适的点胶设备。两部分ab胶考虑到适用粘合剂的问题,一些特别的粘合剂只能通过应用有针对性的高速点胶机来实现。以双组份胶为例,双组份胶只有按一定比例搅拌均匀,才能达到好的粘接效果。强力双组份高速点胶功能,提高双组份胶的转化率,帮助有需求的用户完成一定的点胶操作。针对高粘度胶水,双组份胶机采用齿轮计量泵达到精确配比。上海环氧树脂双组份真空灌胶机
上海大项科技有限公司主营双组份胶机,若有需要,欢迎来电垂询。上海全自动双组份灌胶机厂家
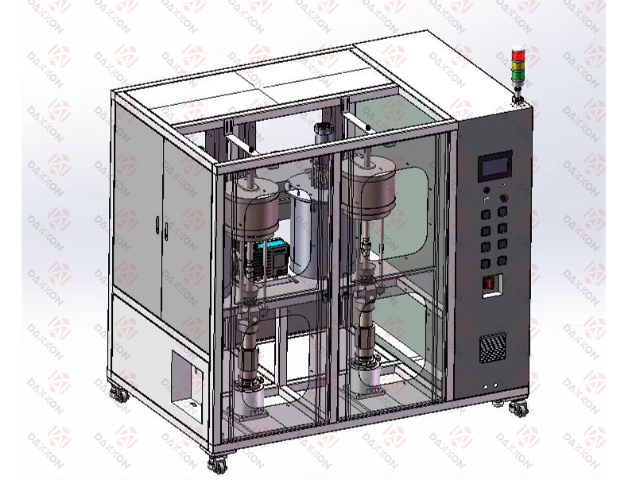
使用双组份灌胶机可以为工厂节省劳动成本,提高生产效率。然而,在使用双组份灌胶机的过程中,不可避免地会遇到这样的问题。如果我们不进行专业处理,我们的灌胶效率将受到很大影响,[敏感词]将向大家解释双组份灌胶机使用过程中,灌胶固化后产生气泡是什么原因引起的。双组份灌胶机的灌胶过程在产品填充和整个固化过程中,混胶时空气没有完全排空和进入,且有大量空气进入。现象:双组份灌胶机灌胶固化后会产生很小的气泡将主剂和固化剂混合在一起后,双液双组份灌胶机会将胶内的空气抽出,然后打开双组份灌胶机的加热系统,对要填充的产品进行预热。然后我们可以选择在潮湿的温度环境下进行灌胶和固化,这可以有效确保双组份灌胶机。上海全自动双组份灌胶机厂家